平素より大変お世話になっております。
共和ゴム(株)で工場長を務めてさせて頂いております松本です。
以前「ゴム不良の原因と対策の裏にある“ゴム加工の面白さ」についてコラムを記載しましたが、今回はその中でも特に多くの現場で悩まされる“エアーキズ”に掘り下げてみました。
【なぜエアーキズが発生する?】
エアーキズについてエアーキズはなぜ発生する?それは空気があるからです!
そりゃあそうだろ!当たり前だろう!ツッコミありがとう御座います。
その当たり前の事で多くのゴム成形加工技術者を悩ませているのです・・・
そこで本スタッフコラムではそのエアーキズ、気泡、ボイドにフォーカスして行きたいと思います。
【ゴムの流れを意識した対策】
エアーキズを減らすにはまずゴムの流れを意識する必要があります、これは金型設計段階から考えて置く必要がある程度あります。
製品形状や数量、材料に対してどんな型割にするのか?何個取りにするのか?どんな形状のゴムを仕込むのか?直圧ならゴムがどの様につぶれて流れ広がって行くのか?注入型ならゲートから出て来たゴム材料がどの様に流れるのか?・・・という視点で金型設計段階から検討しておく必要があります。
【仕込み位置と形状の工夫】
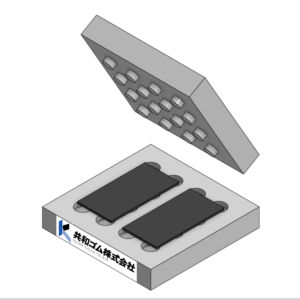
直圧で角リングだけをとっても複数の仕込み方があり出来るだけ手早く仕込めるようにも考えるべきで、仕込みの幅や厚みもエアーキズに大きく関わってきます。
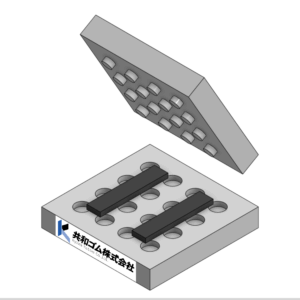
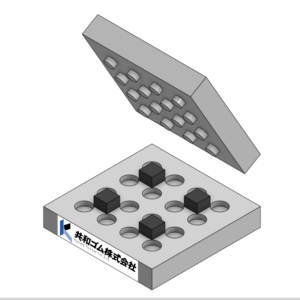
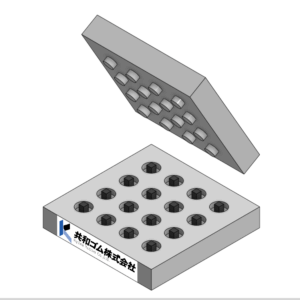
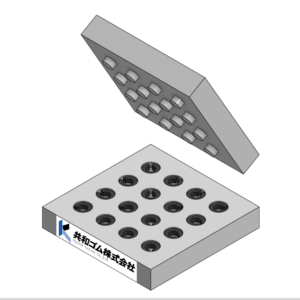
同じ2個置き4個置きでも下記の様に置いてはキャビティーの空気が出る前に出口をゴムが塞いで空気の逃げ道が無くなりエアーが逃げ難くなってしまいます。
【型締め速度と空気巻き込み】
型締め速度によりキャビティー内に流れ込むゴム材料の流れ方が変わります。
早く閉めれば早くキャビティー内にゴム材料が充填でき遅く閉めるとキャビティー内にゴムが充填されるのが遅くなりますが、早く閉めるとゴム材料と一緒に空気も巻き込んでしまいます。
製品形状に角があるものだと角に逃げた空気の逃げ道がなくなりエアーキズが出来てしまいます。
画像にて角のある器とお椀形状の角のない器に水とローションを流し込んだ動画をご覧ください。
| 水 | ローション | |
|---|---|---|
| 角のある器 | 空気多
|
空気無
|
| 角のない器 | 空気少
|
空気無
|




現行の金型で角を丸くする事が難しくても遅く金型を閉める事でエアーキズの削減は見込めますがその為には加硫曲線T10までの時間が長めでないと型締めしながらゴム材料が加硫し始めるので金型温度を下げて成形時間を長くする必要がある場合があります。材料配合を変えてT10は遅いがT90は早い材料にするなどの調整が必要になる場合もあります。
また、角やコーナーの袋小路のエアーを脱がすのに離型剤を多めに吹き付けてバンピングでエアーを逃がすのも有効になる事もあります。
つまり、ゴムが流動している間に空気に逃げ道を作れるかどうかが勝負になります。
目に見えなかったゴムの流れが可視化できるためにわざと材料を少なめにして仕込む事でショートモルドを作り実際に形にならない製品の状態を見ることでゴムの流れ方を把握するのも有効な手段の一つとなります。
【最後にゴム技術者様に】
エアーキズは“悪者”ではなく、空気の逃げ道が作れていないことを教えてくれる先生と思えば少し気が楽になり、前向きに失敗の中から原因を見つけ易くなります。
共和ゴムの工場現場では、うまくいかない条件や失敗も含めた数多くの試行錯誤の中で製品と向き合い、その経験を積み重ねながら、お客様にお届けする一つひとつの製品を作り上げています。
本コラムが、ゴム加工に関わる皆様にとって不良対策の手がかりとなり、より安定した品質の製品を生み出すための一助となれば幸いです。また、ゴム加工の現場では日々さまざまな課題が発生しますが、それらを乗り越えながら技術を磨き、より良い製品を生み出す過程で、ゴム加工に興味を持っていただける方が一人でも多くなれば幸いです。